A Linie de procesare a batoanelor de ciocolată Snicker este un set integrat de echipamente de fabricare a alimentelor concepute pentru a produce batoane de cofetărie cu ciocolată stratificate la scară. Concluzia de bază este simplă: o linie de producție Snicker completă și bine configurată poate atinge producții de 150-600 kg/oră , în funcție de calitatea echipamentului, nivelul de automatizare și specificațiile produsului. Acest lucru îl face unul dintre cele mai eficiente formate pentru producția de batoane de ciocolată de mare volum.
Linia se ocupă de obicei de fiecare etapă, de la gătirea nuagului și prepararea caramelului până la stratificarea alunelor, învelirea ciocolatei, răcirea, tăierea și ambalarea finală - toate într-un flux automatizat continuu. Înțelegerea modului în care funcționează fiecare modul îi ajută pe producători să optimizeze randamentul, să reducă risipa și să mențină calitatea constantă a produsului.
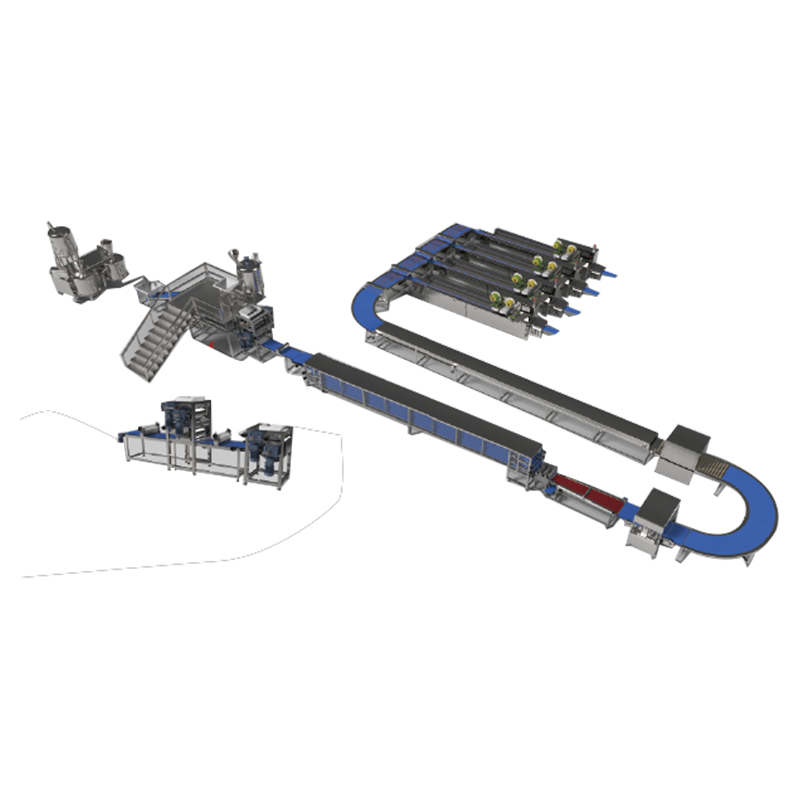
Un standard Linie de producție Snicker urmează o succesiune logică a etapelor de procesare. Fiecare etapă contribuie la integritatea structurală și la calitatea senzorială a barei finale.
Stratul de bază al unui baton în stil Snicker este nuga, produsă prin amestecarea siropului de zahăr gazos, glucozei, albușului de ou și grăsimii într-un mixer continuu sau discontinuu. Nuga este apoi depusă pe o bandă transportoare sau într-un model de plăci, unde este presată într-un grosime uniformă de obicei între 10-20 mm . Textura consistentă în această etapă este esențială pentru precizia de tăiere în aval.
Caramelul este preparat într-un aragaz continuu de caramel care combină zahărul, siropul de glucoză, smântâna sau grăsimea și emulgatorii la căldură controlată. Caramelul fiert se depune pe stratul de nuga cat inca este flexibil. Temperatura caramelului la depunere este de obicei menținută între 60-75°C pentru a asigura o aderență corespunzătoare fără a deforma nuga de dedesubt.
Arahidele întregi sau pe jumătate prăjite sunt distribuite uniform pe suprafața caramelului folosind un alimentator vibrator sau un aplicator cu role. O rolă de presare blândă asigură că alunele sunt încorporate în stratul de caramel. Uniformitatea acoperirii cu arahide afectează direct consistența vizuală și acuratețea greutății în barul terminat.
Placa asamblată - constând din nuag, caramel și alune - trece printr-un tunel de răcire unde temperaturile sunt reduse la sub 18°C . Acest lucru întărește structura înainte de tăiere. O tăietoare rotativă sau cu sârmă împarte apoi placa în bucăți individuale de dimensiunea unei bare, cu pierderi minime de produs.
Batoanele individuale trec printr-un înveliș de ciocolată unde ciocolată temperată (de obicei la 29–32°C pentru variantele întunecate sau cu lapte) acoperă toate suprafețele uniform. O suflantă de aer îndepărtează excesul de ciocolată din partea inferioară, iar o masă de vibrații netezește acoperirea suprafeței înainte ca batoanele să intre în tunelul final de răcire.
După îmbrăcare, barurile circulă printr-un tunel frigorific la 8-14°C timp de câteva minute pentru a fixa coaja de ciocolată. Barele complet fixate sunt apoi transferate la mașini automate de ambalare în flux sau de ambalare în pernă, completând ciclul de producție.
Fiecare etapă de prelucrare necesită echipamente specializate. Mai jos este o prezentare generală a componentelor mașinilor primare și a rolurilor lor funcționale:
| Echipamente | Funcția | Parametru cheie |
|---|---|---|
| Nougat Mixer & Former | Aerează și modelează stratul de bază de nuga | Debit: 100–500 kg/h |
| Aragaz de caramele | Gateste si depune caramel la temperatura controlata | Temperatura: 60–75°C |
| Hrănitor/Aplicator de arahide | Distribuie alunele uniform peste caramel | Uniformitate acoperire ±3% |
| Tunel de răcire a plăcilor | Întărește placa stratificată pentru tăiere | Temperatura tunelului: 10–18°C |
| Cutter rotativ / sârmă | Tăie placa în bare individuale | Viteza de taiere: pana la 120 taieri/min |
| Enrober de ciocolată | Acoperă batoanele în ciocolată temperată | Temperatura ciocolatei: 29–32°C |
| Tunelul final de răcire | Setează coaja de ciocolată | Temperatura tunelului: 8–14°C |
| Mașină de ambalare / ambalare Flow | Înfășoară individual barele finite | Viteza: pana la 600 bari/min |
Liniile moderne de procesare a batoanelor de ciocolată Snicker sunt disponibile în trei niveluri generale de automatizare, fiecare potrivit pentru diferite scări de producție și niveluri de investiții:
Pentru un producător de scară medie care vizează 500.000–1.000.000 de bari pe zi, o linie complet automatizată care rulează la 400 kg/h cu o greutate medie a barei de 50 g ar produce aproximativ 8.000 de bari pe oră sau 192.000 de bari pe tură de 24 de ore .
Menținerea unei calități consistente a barului necesită un control activ la mai multe puncte de control de-a lungul liniei de producție Snicker:
Designul alimentar nu este negociabil într-o linie de procesare a batoanelor de ciocolată. Principiile cheie de proiectare includ:
Chiar și liniile bine configurate întâmpină probleme recurente. Mai jos sunt cele mai frecvente provocări și soluții practice:
| Provocare | Cauza | Soluție |
|---|---|---|
| Caramel lipit de tăietori | Caramel prea cald în etapa de tăiere | Coborâți temperatura tunelului de răcire a plăcii cu 2–3°C |
| Înveliș neuniform de ciocolată | Ciocolată în afara intervalului de temperatură | Recalibrați unitatea de temperare; verificați declanșatorii de înflorire a grăsimilor |
| Variația greutății batonului >±3g | Inconsecvență în grosimea stratului de nuga sau caramel | Inspectați duzele de depozitare; recalibrați fostele role |
| Goluri de arahide în baruri | Vibrația alimentatorului prea mare sau scăzută | Reglați frecvența alimentatorului vibratoriu; curăţaţi senzorii buncărului |
| Nealinierea ambalajului | Variația lungimii barei după tăiere | Sincronizați viteza tăietorului cu viteza benzii transportoare |
Tunelurile de răcire și vasele de gătit sunt cei mai mari consumatori de energie dintr-o linie de producție Snicker, reprezentând împreună 55–70% din consumul total de energie al liniei . Măsurile practice de reducere a costurilor energetice includ:
O linie complet automatizată bine optimizată poate produce un kilogram de bar finit folosind aproximativ 0,3–0,6 kWh , în funcție de condițiile climatice și de amenajarea plantei.
O linie completă care include formarea de nuga, caramel, aplicarea de arahide, îmbrăcarea și ambalarea necesită de obicei 40-80 de metri lungime și 4–8 metri în lățime, în funcție de nivelul de automatizare și de designul tunelului de răcire.
Da. Cu depozite reglabile, matrițe modulare și tăietoare reconfigurabile, majoritatea liniilor moderne pot comuta între formate. Timpul de schimbare este de obicei 20-45 de minute .
Cel mai frecvent este ciocolata cu lapte, cu un continut de cacao 25–35% . Învelitorul manipulează atât ciocolată compusă pre-călită, cât și ciocolată reală, în funcție de specificațiile produsului.
O linie complet automatizată la 400 kg/h necesită de obicei 3–6 operatori pe schimb, care acoperă verificările de calitate, reaprovizionarea ambalajului și ajustările minore.
Cu învelirea adecvată a ciocolatei și ambalarea flow-wrap, durata de valabilitate a batoanelor finite este în general 9-12 luni la temperaturi ambientale sub 20°C.
Nougat este baza standard, dar linia poate fi adaptată pentru a utiliza biscuiți, napolitane sau straturi de bază de cereale, făcându-l o platformă versatilă pentru mai multe formate de batoane.

 Fabrica de echipamente de mașini pentru linia de producție de ciocolată
Fabrica de echipamente de mașini pentru linia de producție de ciocolată

 中文简体
中文简体 English
English